


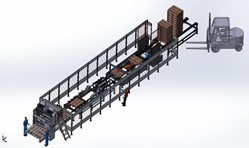



Полуавтоматическая линия для производства поддонов Оrmac
Купить полуавтоматическую линию для производства поддонов в Минске. Оформить. Связаться с менеджером. Получить коммерческое предложение. Получить консультацию. Купить от проверенного поставщика.
Полуавтоматическая линия для производства поддонов ORMAC производится в Турции по схемам и «лекалам» ведущего Итальянского производителя. Продукция ORMAC производится серийно, в сертифицированных заводских условиях.
Оборудование представляет собой единый комплекс, настроенный и проверенный, готовый к эксплуатации. Линия полностью обеспечивает технологический процесс производства поддонов, с заявленными параметрами.
Линия имеет возможность удаленной диагностики через сеть Интернет (модем).
Линия соответствует всем требованиям международных стандартов безопасности к конструкции.
Линия обеспечивается полным комплектом электрооборудования.
В комплекте с линией поставляется необходимая техническая документация для надлежащей эксплуатации и технического обслуживания, инструкция по эксплуатации и обслуживанию от производителя на русском языке, полный набор комплектующих для запуска линии в работу, инструмент для наладки, ЗИП.
ОПИСАНИЕ ЛИНИИ
Габаритные размеры линии:
o длина не более 16 000 мм.;
o ширина не более 5 000 мм.;
o высота не более 4 200 мм.
|
№ п/п |
Описание |
Значение |
|
1. |
Размеры поддонов, мм -минимальный -максимальный |
800х800 1400х1200 |
|
2. |
Продолжительность смены, ч. |
12 |
|
3. |
Количество работников на линии |
2 |
|
4. |
Производительность линии поддонов, под./смену |
900 |
|
5. |
Производительность линии поддонов, под./мин. |
1,5 |
СОСТАВ ЛИНИИ
1. Гидравлическая гвоздезабивочная машина.
Гидравлическая клепка с амортизирующими гидроцилиндрами с масляной средой, гидравлическая установка с масляной средой с низким уровнем шума, электроклапан с пропорциональным контролем направления и постепенным регулированием продвижения клепки.
Гидравлическая система оснащена теплообменником для поддержания постоянной температуры масла в гидравлической цепи. Это позволяет интенсивно использовать станок без причинения вреда цепи. Прижимная планка скользит по специальным стержням из термообработанной и хромированной стали. Штанговая муфта на стальных рециркуляционных шариковых втулках с автоматической смазкой по времени и заданным регулируемым периодом работы от 0 до 12 месяцев.
Безопасность (защитные устройства) в соответствии с нормами СЕ.
Автоматизированная последовательность операций, контролируемых программой P.L.C. (Processing Loading Control).
- гидравлическая система для сбивания деревянных поддонов различных типов и размеров;
- макс. размер поддона ширина х длина 1200 x 1400 мм;
- мин. размер поддона ширина х длина 800 х 800 мм;
- гидравлическая коробка скоростей с низким уровнем шума;
- пропорциональное управление направления;
- электроклапан с постепенным регулированием продвижения забивки гвоздей;
- прижимная балка из закаленной хромированной стали;
- соединение балки на стальных втулках с шаровой рециркуляцией с автоматической смазкой по времени и заданным регулируемым периодом работы от 0 до 12 месяцев;
- два шаблона на переднем столе – для изготовления ножек в левой части стола и для финишной сборки поддона в правой части стола;
- универсально настраиваемый шаблон для изготовления поддонов различных типов и размеров;
- автомат должен работать со всеми доступными гвоздями россыпью (длиной от 30 до 90 мм), включая гвозди EPAL;
- 3 бункера для разных типов гвоздей;
- 15 выходов для одного бункера с гвоздями (всего 45 выходов);
- 30 регулируемых захватов для забивания гвоздей;
- мин. шаг гвоздей 25 мм;
- точность позиции забивания гвоздей +/- 1 мм;
- два линейных привода с сервомоторами для забивания гвоздей;
- быстроразъёмная муфта для быстрого отсоединения направляющих шлангов для замены гвоздей на новый тип;
- температурный режим работы станка от +5 до +30.
Конструкция из стальных труб высокой прочности.
Молотки из оцинкованной стали с индивидуальной пневматической блокировкой.
Использование гвоздей «в россыпь» позволяет существенно снизить стоимость производства.
Самовыравнивающаяся клепальная шпала, которая может автоматически выравнивать уровень над заготовкой перед фазой клепки.
Шкив с ремнем, 7 опор для поддонов. По направляющим используются 2 стальные цепи. Цепь скользит по направляющим ползунам для снижения шума и автоматической выгрузки продукта, электрический переключатель для изменения ширины поддонов.
2. Каретка:
- оборудование для автоматической разгрузки продукта, изготовлено из стальных труб, скользящих на материале Polyzen;
- электронное переключение для изменения ширины поддона;
- защитное устройство в соответствии с нормами СЕ;
- автоматизированная последовательность операций, контролируемых управление загрузкой обработки;
- сенсорная панель для управления гвоздями, установки времени работы и остановки, количество циклов забивания гвоздей, комбинации гвоздей, когда требуется использовать одновременно гвозди разных типов.
3. Универсальная линия для обработки поддонов.
Состав:
3.1. Блок термической маркировки поддонов.
Станок по нанесению термической маркировки с 4-мя головками; состоит из:
-высокопрочная конструкция из стальных труб;
-моторизованный цепной транспортер (цепи для приводного движения);
-6 боковых клейм (термических маркеров);
-цилиндры с защитой от кручения (анти-торсионные цилиндры);
-возможность исключения не используемых цилиндров.
-автоматическое управление при помощи концевых переключателей;
-регулируемая температура маркировки и регулируемое время маркировки
- маркеры и клейма в виде колоска (IPPC) в соответствии с требованиями международного стандарта по фитосанитарным мерам МСФМ 15 «Регулирование древесного упаковочного материала в международной торговле» (ISPM 15) включены в состав линии; маркировки легко читаемы.
3.2. Блок обрезки углов поддона
4 шт. дисковых пил для резки под углом 450.
Электро-пневматическая машина для обрезки углов под 450.
Независимые передвижные пильные агрегаты.
Высокопрочная конструкция из стальных труб.
Регулировка глубины / шага нарезки на сцементированных перекладинах.
Движение на перекладинах и втулках с шаровой рециркуляцией.
Пневматические цилиндры для автоматической нарезки при помощи концевого переключателя.
Индивидуальные аспирационные патрубки для всасывания пыли – 4 шт..
Пилы большого диаметра с двигателями из экструдированного алюминия по 2,2 кВт.
3.3. Проходной фрезерный агрегат для снятия фасок
Копировальные фрезерные агрегаты - с 6 головами и двигателями.
Мощность двигателя каждого фрезерного узла 2,2 кВт..
Автоматические подача и перемещение поддона.
Ручная регулировка глубины резки.
Втулки карбоновые с шаровой рециркуляцией.
Мощный независимый ИНВЕРТОР для оптимального регулирования скорости продвижения.
4. Горизонтальный электрический ротатор поддонов на 900
Имеет конструкцию с электродвигателем вращения и механизмом зажима для вращения поддона.
Горизонтальный электрический ротатор паллет на 900 со стальным основанием.
Высокопрочная конструкция из стальных труб.
Вращение с помощью электродвигателя.
Механический кулачок (зажим) для вращения поддона.
Выдвижная планка выравнивания.
Зубчатое опорное основание для обеспечения сцепления с материалом.
Верхняя прижимная лапка для поддержки во время вращения
5. Универсальный вилочный кантователь поддонов (универсальное наклонное устройство поддонов вилочного типа).
Самонесущая электросварная стальная конструкция.
Привод с помощью электродвигателя.
Выдвижные и регулируемые замки центрования (блокираторы для выравнивания).
Пневматические цилиндры для центровочных замков (блокираторов).
6. Гидравлическая установка штабелирования.
Полностью автоматизированное устройство, предназначенное для манипуляции и штабелирования поддонов без обслуживающего оператора. Позволяет простое штабелирование или штабелирование поддонов «замком».
Стальная конструкция стандартных размеров.
Конвейерные цепи из нержавеющей стали «затворного типа», скользящие по полиэтиленовым направляющим.
Моторизация с инверторным электродвигателем.
Поперечная регулировка с помощью цементированных штоков и втулок с шариковыми рециркуляциями.
Гидравлическая платформа для штабелирования готовой продукции.
Независимый блок управления.
Регулируемые пневматические замки (зажимы) выравнивания.
7. Выгружающий цепной транспортер
Стандартный моторизованный магазин, высокопрочная структура из стальных труб.
Моторизация с электродвигателем.
Мотор-редуктор адаптирован к максимальной нагрузке.
Цепи передвижения, со скользящими роликами.
Отдельные съемные жалюзи из оцинкованной стали.
Ручной натяжитель цепи.
Регулируемая основа (ножки).
Фотоэлемент автоматической остановки при полной загрузке конвейерной ленты.
Длина транспортера 5000 мм.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РАБОТЫ ЛИНИИ:
1. В рабочую позицию гвоздезабивочной машины в левой части стола укладываются бобышки и доски нижней части поддона (ножки).
2. В рабочую позицию в правой части станка перекладываются изготовленные нижние части поддонов (ножки), на которые оператор выкладывает связующие поперечные и продольные доски готового поддона.
3. Oператор подтверждает автоматический шаг забивания гвоздей, станок производит соответствующее количество тактов забивания.
4. Готовый поддон после цикла забивания остается в выходной части станка и предварительно подготовленные нижние части поддона (ножки) снова возвращаются в стартовую позицию.
5. При последующих операциях весь цикл повторяется.
6. Готовый поддон из выходной части гвоздезабивочной машины автоматически транспортируется на входной ленточный конвейер универсальной линии обработки поддонов.
7. Поддон поступает в блоки универсальной линии обработки поддонов (блок маркировки поддонов, блок обрезки углов поддонов, проходной фрезерный агрегат для снятия фасок). и автоматически переходит между отдельными операциями до выхода на универсальный штабелёр. Двигатели агрегатов запускаются автоматически при продвижении поддона, после окончания работы выключаются.
Система управления должна позволять дезактивировать секции линии, если надо исключить какую-либо операцию при обработке поддона.
8. Поддон подается на входной транспортёр в автоматическом режиме от участка обработки поддонов и разворачивается на 90°.
9. Поддон перемещается в устройство переворачивания на 180° в автоматическом режиме. Устройство переворачивания на 180° должно позволять штабелировать поддоны замком друг на друга. При простом штабелировании поддон подается в штабелёр без переворачивания. При штабелировании замком переворачивается каждый второй поддон при подаче в штабелёр.
10. В штабелёре производится укладка поддонов в необходимом количестве, установленном оператором на пульте управления. По окончании штабелирования заданного количества поддонов штабель выезжает на выгружающий транспортёр.
| Основные | |
|---|---|
| Состояние | Новое |
- Цена: 1 483 000 руб.
ООО «Ева-Алтай»
Минская обл., Несвижский р-н., г.п. Городея, ул. Вокзальная, 60
Дата регистрации в Торговом реестре/Реестре бытовых услуг: Не подлежит занесению в реестр
Номер в Торговом реестре/Реестре бытовых услуг: Не подлежит занесению в реестр, Республика Беларусь
УНП: 193434622
Регистрационный орган: Мингорисполком
Дата регистрации компании: 23.06.2020
Режим работы:
| День | Время работы |
|---|---|
| Понедельник | 10:00-18:00 |
| Вторник | 10:00-18:00 |
| Среда | 10:00-18:00 |
| Четверг | 10:00-18:00 |
| Пятница | 10:00-18:00 |
| Суббота | Выходной |
| Воскресенье | Выходной |